

Модернизация асфальтобетонных заводов (АБЗ)
Описание
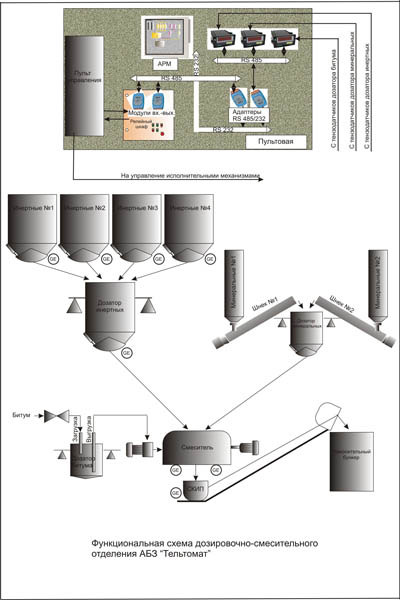
Важнейшим процессом, определяющим технологическую эффективность производства асфальтобетонной смеси, является дозирование, поскольку без точного ввода компонентов невозможно получить асфальт высокого качества. В настоящее время дозировочно-смесительные отделения (ДСО) многих действующих АБЗ работают на устаревших дозаторах рычажного типа, которые не в состоянии обеспечить требуемую точность дозирования компонентов. Проблему повышения точности дозирования можно решить в сжатые сроки при сравнительно небольших затратах, если провести модернизацию ДСО АБЗ.
Работы, проводимые при модернизации
- Обследование предприятия с целью уточнения технологической схемы и ревизии технического состояния дозирующего оборудования.
- Доработка программно-технического комплекса под конкретную технологическую схему
- Проведение работ на объекте:
- перевод весовых дозаторов инертных материалов и минерального порошка на тензометрическую систему измерения веса с полным демонтажем рычажной системы
- установку весового дозатора битума
- установку программно-технического комплекса "Тензо-асфальт"
- обучение персонала.
Модернизация АБЗ обеспечивает:
- Повышение качества выпускаемого асфальта за счет:
- соблюдения технологии производства
- повышения точности дозирования компонентов
- Формирование отчетной документации как по партиям выпущенного асфальта, так и по каждой дозе.
- Ведение журнала действий оператора и аварийных сообщений.
- Регистрацию фактического веса компонентов по каждому отвесу, суммарного учета каждого компонента и готовой смеси за выбранный период времени.

Подробный перечень выполняемых работ
1. Проектно-конструкторские и производственные работы:
1.1. Обследование объекта;
1.2. Составление и согласование с Заказчиком Технического Задания;
1.3. Согласование с Заказчиком перечня входных сигналов и управляющих команд;
1.4. Согласование с Заказчиком электрических схем внешних соединений;
1.5. Изготовление дозатора битума;
1.6. Изготовления узлов встройки тензодатчиков для перевода существующих весовых дозаторов на тензометрическую систему измерения веса;
1.7. Изготовление шкафа релейной автоматики;
1.8. Корректировка (при необходимости) программы АРМ оператора.
2. Монтажные и пуско-наладочные работы. Монтажные работы производятся Исполнителем на условиях шеф-монтажа:
2.1. Перевод дозатора инертных материалов с механической на тензометрическую систему измерения веса.
После модернизации дозатор будет иметь следующие характеристики:
| Тип весового устройства | ТВЭУ-1П |
| Нагрузка Max, кг | 1000 |
| Наименьший предел взвешивания (НмПВ), кг | 10 |
| Цена поверочного деления по ГОСТ 29329, кг | 0,5 |
2.2. Перевод дозатора минерального порошка с механической на тензометрическую систему измерения веса. Для АБЗ с раздельным дозированием минерального порошка.
Технические характеристики дозатора после модренизации
| Тип весового устройства | |
| Нагрузка Max, кг |
100 |
| Наименьший предел взвешивания (НмПВ), кг |
1 |
| Цена поверочного деления по ГОСТ 29329, кг |
0,05 |
2.3. Установка весового дозатора битума.
Технические характеристики дозатора битума после модернизации
| Обозначение |
”ГАММА”-50-1 |
| Наибольший предел дозирования (НПД), кг |
50 |
| Наименьший предел дозирования (НмПД), кг |
15 |
| Цена поверочного деления по ГОСТ 29329, кг |
0,05 |
| Объем весового бункера, л |
110 |
| Порог срабатывания аварийного датчика перелива при плотности битума 0,8 т/м3, кг |
70 |
| Потребляемая мощность электрообогрева весового бункера, кВТ |
2,2 |
Производитель оставляет за собой право изменять технические характеристики с целью улучшения качества продукции без предварительного уведомления потребителя.
Весовой бункер дозатора битума оборудован теплоизолирующим кожухом с раздельным электроподогревом днища и боковых стенок от сети переменного тока 220В, аварийным датчиком перелива (порог срабатывания датчика = 70 кг) и краном для слива битума из весового бункера вручную. Как правило, загрузка битума в весовой бункер производится с помощью существующего битумного насоса или трехходового крана (загрузка битума – кольцевание). Выгрузка битума в смеситель производится с помощью битумного насоса.
2.4. Замена при необходимости датчиков положения:
- загрузочных заслонок дозаторов;
- разгрузочной заслонки смесителя.
Необходимость замены определяется при проведении обследования ДСО АБЗ.
2.5. Установка на рабочем месте оператора шкафа релейной автоматики с органами ручного управления;
2.6. Установка на рабочем месте оператора панели с весовыми терминалами дозаторов;
2.7. Установка в компьютер АРМ оператора управляющей программы;
2.8. Пуско-наладка и инструктаж обслуживающего персонала.
Комплект поставки оборудования
|
Кол-во |
Примечание |
|||
| Комплект тензодатчиков с узлами встройки для перевода дозатора инертных материалов на тензометрическую систему измерения веса |
1 |
|
||
| Комплект тензодатчиков с узлами встройки для перевода дозатора минерального порошка на тензометрическую систему измерения веса |
1 |
Для АБЗ с раздельным дозированием минерального порошка |
||
| Дозатор битума |
1 |
|
||
|
Комплект индуктивных датчиков с узлами встройки: - открытого положения загрузочных заслонок дозаторов - закрытого положения разгрузочных заслонок весовых бункера дозаторов - открытого и закрытого положения заслонок смесителя |
1 |
При необходимости замены существующих датчиков |
||
| Шкаф релейной автоматики |
1 |
|
||
| Панель с весовыми терминалами дозаторов |
1 |
|
||
| Панель ручного управления |
1 |
|
||
| Программа АРМ оператора |
1 |
|
||
|
1
|
|
||
2. Выполняемые функции:
2.1 Система обеспечивает выполнение следующих функций:
2.1.1 Дозирование инертных материалов по заданному рецепту в весовой бункер и выгрузку в смеситель;
2.1.2 Дозирование битума по заданному рецепту в весовой бункер и выгрузку в смеситель;
2.1.3 Управление работой смесителя.
2.1.4.Оперативную корректировку рецепта в процессе дозирования.
2.1.5. Формирование и хранение отчетной документации за 30 дней:
- ведение количественного учета о произведенном асфальте и израсходованном сырье;
- по сменам с указанием начальника смены и наименованием выполненных рецептов за смену;
- по отдельным рецептам за выбранный промежуток времени;
- по всем выполненным рецептам за выбранный промежуток времени;
- регистрация заданного и фактического веса компонентов по каждому отвесу в каждом выполненном рецепте;
- регистрация расчетных и фактических величин «падающих столбов» компонентов по каждому отвесу в каждом выполненном рецепте.

Дополнительная информация
Статья - «Практические рекомендации по модернизации дозировочно-смесительного отделения»